
טאָפּל-סיידיד קרייַז באָרדז פּראָוטאַטייפּ פּקב מאַנופאַקטורער

פּקב פּראַסעס קאַפּאַביליטי
| ניין. | פּראָיעקט | טעכניש ינדאַקייטערז |
| 1 | שיכט | 1-60 (שיכטע) |
| 2 | מאַקסימום פּראַסעסינג געגנט | 545 X 622 מם |
| 3 | מינימום ברעט גרעב | 4(שיכטע)0.40מם |
| 6(שיכטע) 0.60מם | ||
| 8(שיכטע) 0.8מם | ||
| 10(שיכטע)1.0מם | ||
| 4 | מינימום שורה ברייט | 0.0762 מם |
| 5 | מינימום ספּייסינג | 0.0762 מם |
| 6 | מינימום מעטשאַניקאַל עפענונג | 0.15 מם |
| 7 | לאָך וואַנט קופּער גרעב | 0.015 מם |
| 8 | מעטאַלליזעד עפענונג טאָלעראַנץ | ± 0.05 מם |
| 9 | ניט-מעטאַלייזד עפענונג טאָלעראַנץ | ± 0.025 מם |
| 10 | לאָך טאָלעראַנץ | ± 0.05 מם |
| 11 | דימענשאַנאַל טאָלעראַנץ | ±0.076 מם |
| 12 | מינימום סאַדער בריק | 0.08 מם |
| 13 | ינסאַליישאַן קעגנשטעל | 1E+12Ω (נאָרמאַל) |
| 14 | טעלער גרעב פאַרהעלטעניש | 1:10 |
| 15 | טערמאַל קלאַפּ | 288 ℃ (4 מאל אין 10 סעקונדעס) |
| 16 | פאַרקרימט און געבויגן | ≤0.7% |
| 17 | אַנטי-עלעקטרע שטאַרקייַט | >1.3קוו / מם |
| 18 | אַנטי-סטריפּינג שטאַרקייַט | 1.4 ן/מם |
| 19 | סאַדער אַנטקעגנשטעלנ כאַרדנאַס | ≥6ה |
| 20 | פלאַם ריטאַרדאַנסי | 94V-0 |
| 21 | ימפּידאַנס קאָנטראָל | ± 5% |
מיר טאָן קרייַז באָרדז פּראָטאָטיפּינג מיט 15 יאָר דערפאַרונג מיט אונדזער פּראַפעשאַנאַליזאַם
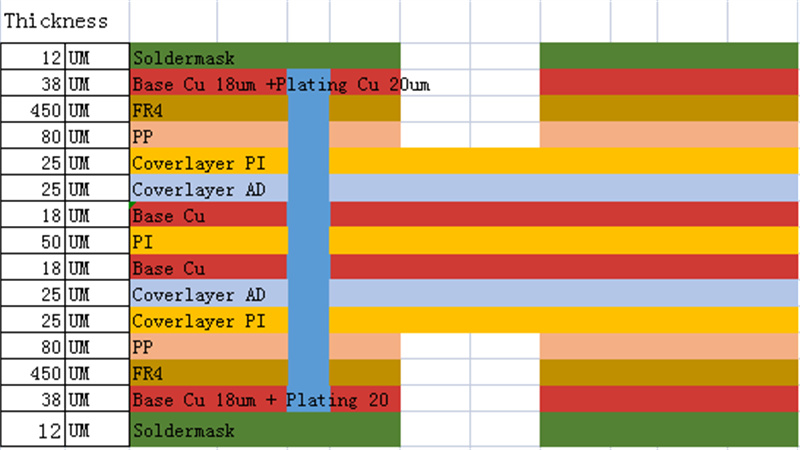
4 שיכטע פלעקס-שטאַרק באָרדז
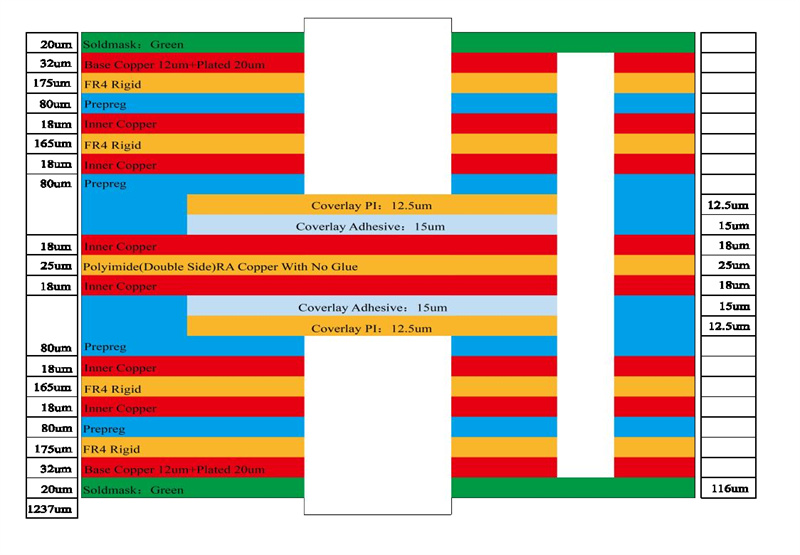
8 שיכטע שטרענג-פלעקס פּקבס
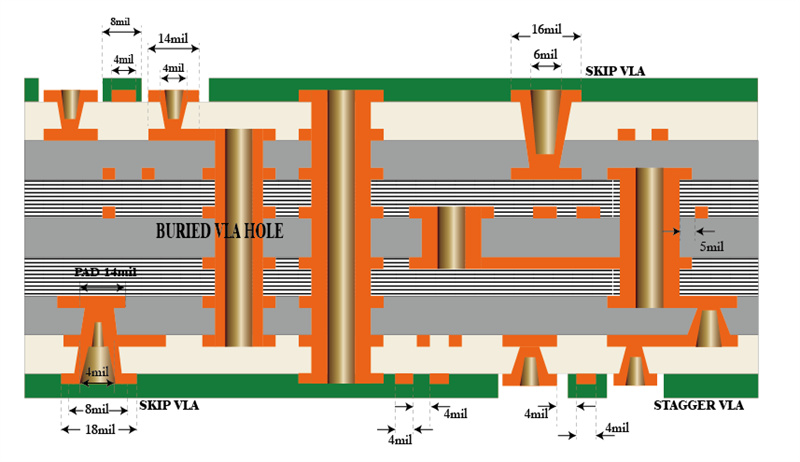
8 שיכטע HDI פּרינטעד קרייַז באָרדז
טעסטינג און דורכקוק ויסריכט
מיקראָסקאָפּ טעסטינג
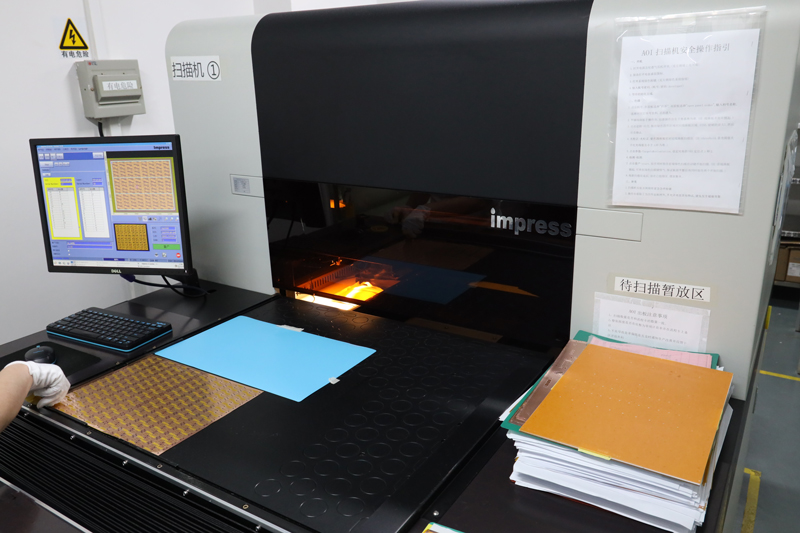
AOI דורכקוק
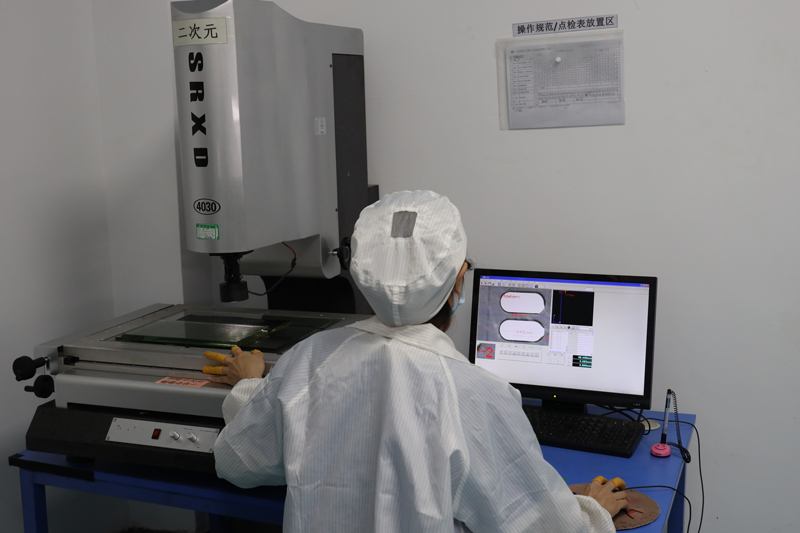
2 ד טעסטינג

ימפּידאַנס טעסטינג
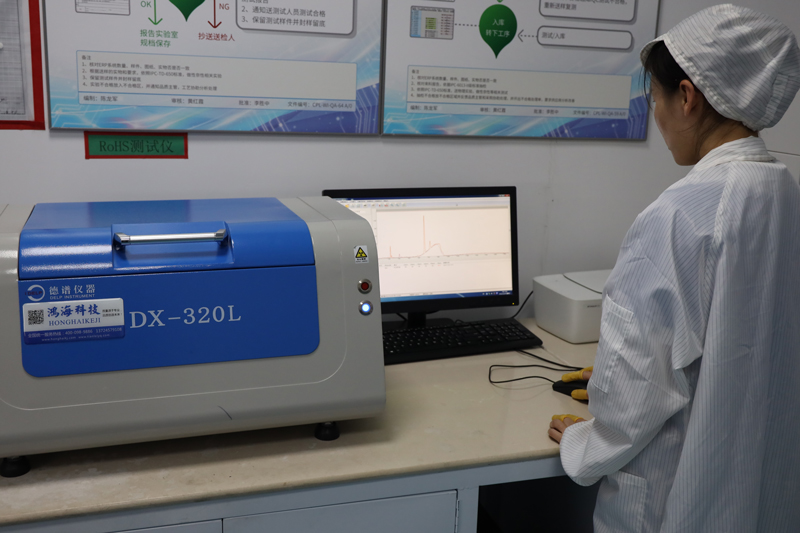
RoHS טעסטינג

פליענדיק זאָנד
האָריזאָנטאַל טעסטער
בענדינג טעסט
אונדזער קרייַז באָרדז פּראָטאָטיפּינג סערוויס
.צושטעלן טעכניש שטיצן פאַר-סאַלעס און נאָך-סאַלעס;
.קאַסטאַמייזד אַרויף צו 40 לייַערס, 1-2 טעג שנעל קער פאַרלאָזלעך פּראָוטאַטייפּ, קאָמפּאָנענט ייַנשאַפונג, סמט אַסעמבלי;
.קאַנסערנז צו ביידע מעדיציניש מיטל, ינדאַסטרי קאָנטראָל, אַוטאָמאָטיווע, אַוויאַטיאָן, קאָנסומער עלעקטראָניק, IOT, UAV, קאָמוניקאַציע עטק.
.אונדזער טימז פון ענדזשאַנירז און ריסערטשערז זענען דעדאַקייטאַד צו פולפילינג דיין באדערפענישן מיט פּינטלעכקייַט און פּראַפעשאַנאַליזאַם.




ווי צו פּראָדוצירן אַ הויך-קוואַליטעט טאָפּל-סיידיד קרייַז באָרדז?
1. פּלאַן די ברעט: ניצן קאָמפּיוטער-אַידעד פּלאַן (CAD) ווייכווארג צו שאַפֿן די ברעט אויסלייג.פאַרזיכערן אַז דער פּלאַן מיץ אַלע עלעקטריקאַל און מעטשאַניקאַל רעקווירעמענץ, אַרייַנגערעכנט שפּור ברייט, ספּייסינג און קאָמפּאָנענט פּלייסמאַנט.באַטראַכטן סיבות אַזאַ ווי סיגנאַל אָרנטלעכקייַט, מאַכט פאַרשפּרייטונג און טערמאַל פאַרוואַלטונג.
2. פּראָוטאַטייפּ און טעסטינג: איידער מאַסע פּראָדוקציע, עס איז קריטיש צו שאַפֿן אַ פּראָוטאַטייפּ ברעט צו וואַלאַדייט די פּלאַן און מאַנופאַקטורינג פּראָצעס.ונ דורך פּרובירן פּראָוטאַטייפּס פֿאַר פאַנגקשאַנאַליטי, עלעקטריקאַל פאָרשטעלונג און מאַקאַניקאַל קאַמפּאַטאַבילאַטי צו ידענטיפיצירן קיין פּאָטענציעל ישוז אָדער ימפּרווומאַנץ.
3. מאַטעריאַל סעלעקציע: קלייַבן אַ הויך-קוואַליטעט מאַטעריאַל וואָס סוץ דיין ספּעציפיש ברעט באדערפענישן.פּראָסט מאַטעריאַל ברירות אַרייַננעמען FR-4 אָדער הויך-טעמפּעראַטור FR-4 פֿאַר די סאַבסטרייט, קופּער פֿאַר קאַנדאַקטיוו טראַסעס און סאַדער מאַסקע צו באַשיצן קאַמפּאָונאַנץ.
4. מאַכן די ינער שיכטע: ערשטער צוגרייטן די ינער שיכטע פון די ברעט, וואָס ינוואַלווז עטלעכע סטעפּס:
א.ריין און ראַווען די קופּער קלאַד לאַמאַנייט.
ב.צולייגן אַ דין פאָטאָסענסיטיוו טרוקן פילם צו די קופּער ייבערפלאַך.
ג.דער פילם איז יקספּאָוזד צו אַלטראַווייאַליט (UV) ליכט דורך אַ פאָוטאַגראַפיק געצייַג מיט די געבעטן קרייַז מוסטער.
ד.דער פילם איז דעוועלאָפּעד צו באַזייַטיקן די אַנעקספּאָוזד געביטן, געלאזן די קרייַז מוסטער.
E.עטש יקספּאָוזד קופּער צו באַזייַטיקן וידעפדיק מאַטעריאַל געלאזן בלויז געוואלט טראַסעס און פּאַדס.
F. דורכקוקן די ינער שיכטע פֿאַר קיין חסרונות אָדער דיווייישאַנז פון פּלאַן.
5. לאַמינאַטעס: ינער לייַערס זענען פארזאמלט מיט פּרעפּרעג אין אַ דרוק.היץ און דרוק זענען געווענדט צו בונד די לייַערס און פאָרעם אַ שטאַרק טאַפליע.מאַכן זיכער אַז די ינער לייַערס זענען רעכט אַליינד און רעגיסטרירט צו פאַרמייַדן קיין מיסאַליינמאַנט.
6. דרילינג: ניצן אַ פּינטלעכקייַט דרילינג מאַשין צו בויער האָלעס פֿאַר קאָמפּאָנענט מאַונטינג און ינטערקאַנעקשאַן.פאַרשידענע סיזעס פון בויער ביטן זענען געניצט לויט צו ספּעציפיש באדערפענישן.ענשור די אַקיעראַסי פון די לאָך אָרט און דיאַמעטער.
ווי צו פּראָדוצירן אַ הויך-קוואַליטעט טאָפּל-סיידיד קרייַז באָרדז?
7. עלעקטראָלעסס קופּער פּלאַטינג: צולייגן אַ דין פּלאַסט פון קופּער צו אַלע יקספּאָוזד ינלענדיש סערפאַסיז.דער שריט ינשורז געהעריק קאַנדאַקטיוואַטי און פאַסילאַטייץ די פּלייטינג פּראָצעס אין סאַבסאַקוואַנט סטעפּס.
8. ויסווייניקסט שיכטע ימאַגינג: ענלעך צו די ינער שיכטע פּראָצעס, אַ פאָטאָסענסיטיווע טרוקן פילם איז קאָוטאַד אויף די ויסווייניקסט קופּער שיכטע.
ויסשטעלן עס צו UV ליכט דורך די שפּיץ פאָטאָ געצייַג און אַנטוויקלען די פילם צו אַנטדעקן דעם קרייַז מוסטער.
9. ויסווייניקסט שיכטע עטשינג: עטש אַוועק די ומנייטיק קופּער אויף די ויסווייניקסט שיכטע, געלאזן די פארלאנגט טראַסעס און פּאַדס.
קאָנטראָלירן די ויסווייניקסט שיכטע פֿאַר קיין חסרונות אָדער דיווייישאַנז.
10. סאַדער מאַסקע און לעגענד פּרינטינג: צולייגן סאַדער מאַסקע מאַטעריאַל צו באַשיצן קופּער טראַסעס און פּאַדס בשעת לאָזן די געגנט פֿאַר קאָמפּאָנענט מאַונטינג.דרוק אגדות און מאַרקערס אויף שפּיץ און דנאָ לייַערס צו אָנווייַזן קאָמפּאָנענט אָרט, פּאָולעראַטי און אנדערע אינפֿאָרמאַציע.
11. ייבערפלאַך צוגרייטונג: ייבערפלאַך צוגרייטונג איז געווענדט צו באַשיצן די יקספּאָוזד קופּער ייבערפלאַך פון אַקסאַדיישאַן און צושטעלן אַ סאַדעראַבאַל ייבערפלאַך.אָפּציעס אַרייַננעמען הייס לופט לעוועלינג (HASL), עלעקטראָלעסס ניקאַל טבילה גאָלד (ENIG), אָדער אנדערע אַוואַנסירטע פינישעס.
12. רוטינג און פאָרמינג: פּקב פּאַנאַלז זענען שנייַדן אין יחיד באָרדז ניצן אַ רוטינג מאַשין אָדער V-סקרייבינג פּראָצעס.
מאַכן זיכער אַז די עדזשאַז זענען ריין און די דימענשאַנז זענען ריכטיק.
13. עלעקטריקאַל טעסטינג: דורכפירן עלעקטריקאַל טעסטינג אַזאַ ווי קאַנטיניויישאַן טעסטינג, קעגנשטעל מעזשערמאַנץ און אפגעזונדערטקייט טשעקס צו ענשור די פאַנגקשאַנאַליטי און אָרנטלעכקייַט פון די פאַבריקייטיד באָרדז.
14. קוואַליטי קאָנטראָל און דורכקוק: פאַרטיק באָרדז זענען ונ דורך ינספּעקטיד פֿאַר קיין מאַנופאַקטורינג חסרונות אַזאַ ווי קורצע הייזלעך, אָפּענס, מיסאַליגנמאַנץ אָדער ייבערפלאַך חסרונות.ינסטרומענט קוואַליטעט קאָנטראָל פּראַסעסאַז צו ענשור העסקעם מיט קאָודז און סטאַנדאַרדס.
15. פּאַקינג און שיפּינג: נאָך די ברעט פּאַסיז די קוואַליטעט דורכקוק, עס איז פּאַקט סיקיורלי צו פאַרמייַדן שעדיקן בעשאַס שיפּינג.
פאַרזיכערן געהעריק לייבלינג און דאַקיומענטיישאַן צו אַקיעראַטלי שפּור און ידענטיפיצירן באָרדז.







